齒輪手冊上冊_云翔機械臺灣進口廠家
發布日期:2020-10-11 05:10:54 網址:http://www.d1129.cn 點擊:1113 來源:南通云翔機械制造有限責任公司

齒輪手冊上冊_云翔機械臺灣進口廠家缺點:<1>效率較低,一般為0.7--0.9;當降速比很大時,效率甚至在0.5以下;<2>發熱大,,所以,工作時要求有良好的冷卻和潤滑條件;
3.是需要要觀察是否有適當的側隙4.在運轉前,我們需要對齒輪、齒條進行潤滑。

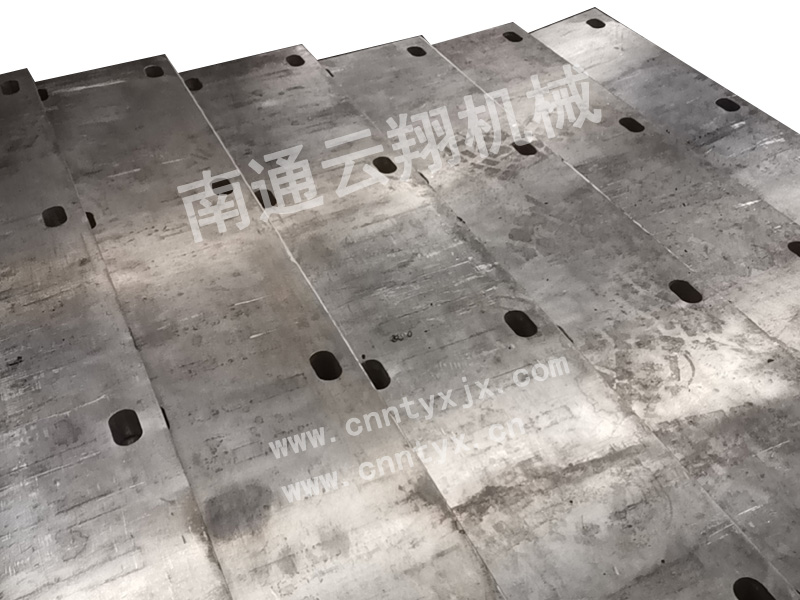
(2) 與齒頂線平行的任一條直線上具有相同的齒距和模數。齒條是與齒輪相配的一種條形零件。它等于直徑無限大的一個齒輪周緣的一段。一邊均勻分布著許多齒,與齒輪相嚙合,將轉動變為移動,或將移動變為轉動。齒條是長條形,一側有齒,可認為是一個直徑無窮大的齒輪上的一段。(3) 與齒頂線平行且齒厚等于齒槽寬的直線稱為分度線(中線),它是計算齒條尺寸的基準線。齒條是一種齒分布于條形體上的特殊齒輪。齒條也分直齒齒條和斜齒齒條,分別與直齒圓柱齒輪和斜齒圓柱齒輪配對使用; 齒條的齒廓為直線而非漸開線(對齒面而言則為平面),相當于分度圓半徑為無窮大圓柱齒輪。參數(parameter)選擇
齒條式倒角機構介紹 齒條式倒角機構介紹,手動式齒條倒角機構主要由滑體座12、齒輪11、齒條滑塊8等件組成滑體座12成U字形,用螺釘固定在底座13上。
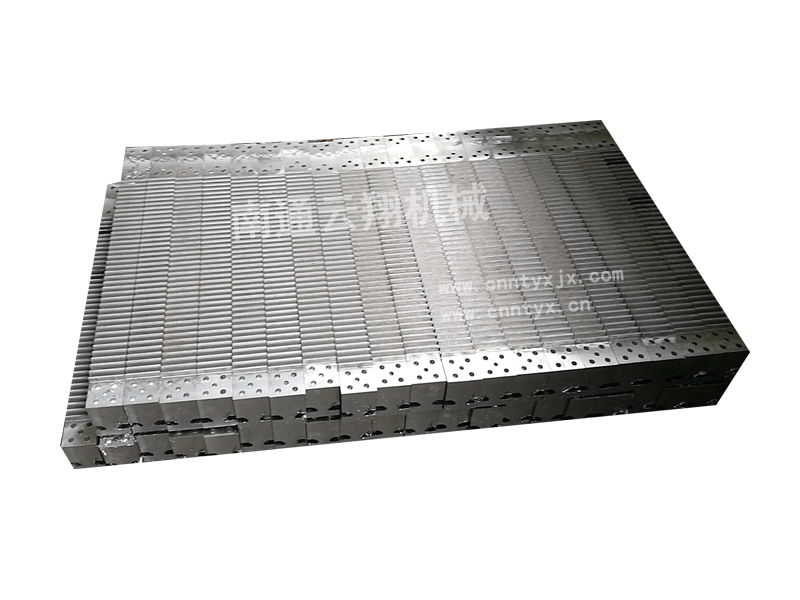
由于2段加工程序是以1段加工程序的加工面作為參考基準,因此即使存在加工誤差,也可保持誤差方向的一致性,減小加工誤差的影響。但在計算移動距離時,則應考慮電極切割絲與該基準面非垂直接觸引起的測量誤差,應將距離換算為X軸方向后再移動至起割點。通過變換基準面,可進一步提高測量精度和加工精度,并可對重修工件進行二次加工;通過測量齒距、齒厚值并根據實測值進行換算,可在加工過程中判斷齒條刀具是否合格,若發現問題,可隨時調整加工位置和加工尺寸(如將刀具卸下后進行檢測,則很難保證刀具重新裝夾后的加工精度)。工件的夾持。由于被加工齒條刀具的長度較大,且加工時為部分夾持,夾緊方向隨螺旋角的不同而變化,與水平面不垂直,因此對夾具的剛性要求較高;同時,工件移動時應保持方向不變,因此對夾具定位精度的要求也較高。在實際加工中,工件移動后需用百分表檢測相鄰三齒的齒頂及鉛垂面的位置變化,并調整工件位齒條的主要特點齒條也分直齒齒條和斜齒齒條,分別與直齒圓柱齒輪和斜齒圓柱齒輪配對使用; 齒條的齒廓為直線而非漸開線(對齒面而言則為平面),相當于分度圓半徑為無窮大圓柱齒輪
齒條廠家 在低速的齒輪傳動中,由于輪齒接觸不良或齒面幾何形狀不規則,使正常齒面間局部壓力過大,不能形成完好的潤滑油膜,或由于潤滑油黏度太低,不能形成足夠的油膜厚度導致齒面間金屬直接接觸,使局部產生高溫而熔焊,并沿滑動方向撕開而形成溝痕,這即為冷膠合 齒面膠合多發生在精度低的調質鋼齒輪傳動中。

齒輪手冊上冊_云翔機械臺灣進口廠家齒輪一般都是和齒條一起使用的齒輪一般都是和齒條一起使用的,而且齒輪雖然小巧但是卻是非常的好用!齒輪的齒形包括齒廓曲線、壓力角、齒高和變位。漸開線齒輪比較容易制造,因此現代使用的齒輪中 ,漸開線齒輪占多數,而擺線齒輪和圓弧齒輪應用較少。
鏈條的松緊程度為:從鏈條的中部提起或壓下,兩鏈輪中心距的約為2%-3%3、 新鏈條過長或經使用后伸長,難以調整,可看情況拆去鏈節,但須為偶數。
齒輪手冊上冊_云翔機械臺灣進口廠家 傳統的車削加工工藝采用以仿形車床為主的工藝,不僅工序多、流程長,而且質量控制和物流管理都不能滿足精益制造的要求。 從表1中可以看出,生產線上共布置有8臺機床,需要安排8名操作人員,單件工時約7min,工藝流程節拍約為14min。我們通過分析,發現原有生產線存在以下缺點:1. 機床裝備落后
齒輪11通過軸10固定在滑體座12的U字形空腔里齒條滑塊8與齒輪11嚙合,并被左壓板5和右壓板7固定在滑體座12的上部,通過楔鐵4調整間隙,以保證靈活滑動。


